Componentele turnate centrifug oferă în mod constant proprietăți mecanice superioare, microstructură mai densă și durată de viață mai lungă în comparație cu piesele produse prin metode de turnare statică. Prin utilizarea forței de rotație controlate pentru a distribui metalul topit pe peretele matriței, procesul de turnare centrifugal elimină porozitatea, contracția și defectele de incluziune care afectează nisipul convențional și turnarea gravitațională. De la țevi de presiune și căptușeli de cilindri până la inele aerospațiale și echipamente de proces chimic, piesele turnate centrifug sunt reperul pentru integritatea structurală în aplicațiile solicitante. Acest ghid explică exact cum funcționează procesul, unde excelează și cum să determinați dacă este metoda de fabricație potrivită pentru componentele dvs.
Ce înseamnă „turnarea centrifugă”?
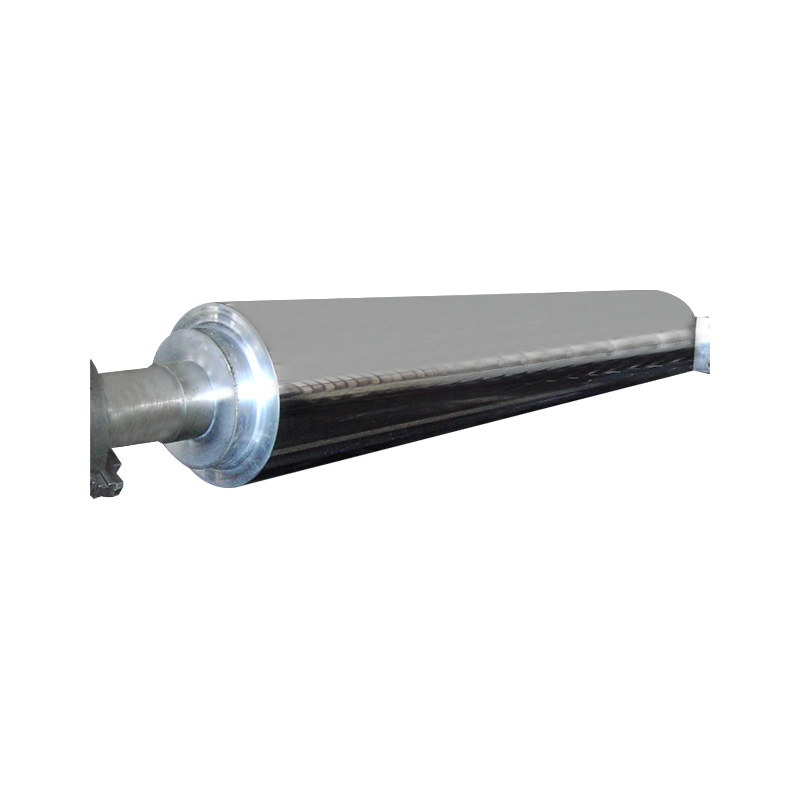
A turnat centrifug Partea este una produsă prin turnarea metalului topit într-o matriță care se rotește rapid, unde forța centrifugă - nu gravitația - conduce metalul spre exterior pentru a forma o formă densă și uniformă pe peretele matriței. Termenul distinge această clasă de componente de cele produse prin metode de turnare statică, cum ar fi turnarea în nisip, turnarea prin investiție sau turnarea sub presiune gravitațională, în care metalul umple o cavitate staționară.
Viteza de rotație a matriței în timpul turnării este controlată cu precizie și generează de obicei o forță centrifugă de 75 până la 150 de ori forța gravitațională (75–150 G) . Această forță extremă compactează metalul care se solidifică, împinge impuritățile mai ușoare - zgură, oxizi, bule de gaz - către orificiul interior, unde pot fi prelucrate, și produce o structură de cereale care este mai fină și mai aliniată direcțional decât poate realiza orice turnare statică.
Procesul este cel mai frecvent aplicat geometriilor cilindrice sau tubulare - țevi, inele, manșoane, căptușeli și bucșe - deși variantele de formă ale procesului pot produce forme asimetrice mai complexe.
Cum funcționează procesul de turnare centrifugă pas cu pas
Procesul de turnare centrifugală urmează un flux de lucru secvențial precis în care pregătirea matriței, rata de turnare, viteza de rotație și viteza de răcire sunt toate controlate cu atenție pentru a produce piese fără defecte. Iată cum decurge un ciclu de turnare centrifugal orizontal standard:
- Pasul 1 — Pregătirea matriței: O matriță permanentă din oțel sau grafit este curățată, preîncălzită la 150–300°C și acoperită cu o spălare refractară pentru a preveni aderența metalului și pentru a controla viteza de extracție a căldurii.
- Pasul 2 — Rotația matriței: Forma este accelerată până la viteza de rotație țintă, de obicei 300–3.000 RPM în funcție de diametrul matriței și densitatea aliajului, înainte de începerea turnării.
- Pasul 3 - Turnarea metalului: Metalul topit este introdus printr-un gura de turnare sau jgheab la un debit controlat în timp ce matrița se rotește. Metalul este aruncat imediat spre exterior pe peretele matriței prin forța centrifugă.
- Pasul 4 – Solidificare: Metalul se solidifică din exterior spre interior, cu peretele exterior dens înghețând mai întâi împotriva mucegaiului rece. Impuritățile mai ușoare se segregă spre interior, spre orificiu și se solidifică în ultimul rând.
- Pasul 5 — Extracție și inspecție: Odată solidificată, turnarea este extrasă, lăsată să se răcească și supusă inspecției dimensionale, testării cu ultrasunete și examinării suprafeței înainte de prelucrare.
- Pasul 6 — Prelucrare: Alezajul interior - care conține stratul de impurități segregate - este prelucrat, lăsând doar structura metalică exterioară curată și densă. Acesta este un avantaj de calitate cheie: defectele sunt eliminate sistematic, nu ascunse.
Trei tipuri de turnare centrifugă: adevărată, semi și centrifugă
Nu toate piesele turnate centrifug folosesc aceeași variantă de proces - cele trei tipuri principale diferă în ceea ce privește orientarea matriței, capacitatea de geometrie și gradul în care forța centrifugă modelează piesa finală.
1. Turnare centrifugă adevărată
Axa matriței este aliniată cu axa turnării. Suprafața interioară a piesei este formată în întregime prin forță centrifugă - nu se utilizează miez. Acesta este procesul folosit pentru a produce țevi, cilindri, inele și tuburi . Forma poate fi orientată orizontal (pentru cilindri lungi) sau vertical (pentru inele scurte cu diametre mari). Această variantă oferă densitatea maximă și beneficiul microstructural al tuturor celor trei metode.
2. Turnare semi-centrifugă
Forma se rotește în jurul unei axe verticale, dar un miez central este folosit pentru a forma geometria interioară. Forța centrifugă completează – mai degrabă decât determină exclusiv – distribuția metalului. Această metodă este folosită pentru semifabricate de viteze, roți, scripete și componente cu flanșe unde este necesar un centru solid. Procesul oferă o densitate îmbunătățită față de turnarea statică, dar mai puțin decât turnarea centrifugă adevărată.
3. Centrifugare (turnare sub presiune)
Mai multe cavități de matriță sunt dispuse radial în jurul unui canal central. Întregul ansamblu se rotește, folosind presiunea centrifugă pentru a forța metalul în fiecare cavitate. Această variantă este folosită pentru piese mici, complexe, nesimetrice precum componente dentare, bijuterii și piese mici de precizie, unde umplerea îmbunătățită și porozitatea redusă sunt obiectivele principale. Beneficiul centrifugal aici este completitatea umplerii, mai degrabă decât îmbunătățirea densității.
| Tip | Orientarea mucegaiului | Core necesar? | Piese tipice | Beneficiul de densitate |
| Adevărat centrifugal | Orizontală sau Pe verticalăă | Nu | Conducte, cilindri, inele | Maximum |
| Semicentrifugă | Vertical | Da (nucleu central) | Semifabricate de viteze, roți, flanșe | Înalt |
| Centrifugare | Verticală (cavități radiale) | Da (mulaje în formă) | Piese mici de precizie | Moderat |
Tabelul 1: Comparația celor trei variante de proces de turnare centrifugă în funcție de orientare, cerința de bază, geometria piesei și beneficiul de densitate relativă.
De ce piesele turnate centrifug sunt superioare din punct de vedere metalurgic
Avantajele metalurgice ale componentelor turnate centrifug nu sunt marginale - sunt măsurabile, repetabile și documentate de-a lungul deceniilor de date de testare a materialelor. Iată ce oferă fizica procesului:
Porozitate aproape zero
În turnările statice, bulele de gaz și golurile de contracție sunt prinse în masa de solidificare. În piesele turnate centrifug, câmpul de forță centrifugă (75-150 G) este mult mai puternic decât forțele de flotabilitate care ar menține bulele de gaz în loc, astfel încât bulele migrează spre interior în interior și sunt eliminate prin prelucrare. Testarea independentă descoperă în mod regulat niveluri de porozitate sub 0,1% în componente turnate centrifug, comparativ cu 2-5% porozitate în turnări de nisip echivalente.
Solidificare direcțională și structură cu granulație fină
Metalul se solidifică de la peretele exterior spre interior într-o piesă turnată centrifug. Această solidificare direcțională produce o structură de cereale columnară aliniată radial - cea mai puternică direcție pentru aplicațiile care conțin presiune. Rezultatul este un material care se comportă mai aproape de metalul forjat (prelucrat) decât de o turnare convențională în ceea ce privește proprietățile la tracțiune și la oboseală.
Avantajele proprietății mecanice
În comparație cu echivalentele turnate pe nisip din același aliaj, componentele turnate centrifug prezintă de obicei:
- Rezistență la tracțiune cu 10-20% mai mare
- Limita de curgere cu 15-25% mai mare
- alungire cu 20-30% mai bună (ductilitate)
- Rezistența la oboseală îmbunătățită semnificativ sub încărcare ciclică
- Rezistență superioară la coroziune datorită unei microstructuri omogene, fără incluziuni
Separarea incluziunii
Zgura, oxizii și incluziunile nemetalice sunt mai puțin dense decât matricea de metal topit. Sub forța centrifugă, ele se segregează spre interior pe suprafața găurii - aceeași regiune care este ulterior prelucrată. Aceasta înseamnă că peretele structural al piesei finite este practic lipsit de incluziuni , un rezultat pe care nicio metodă de turnare statică nu îl poate replica în mod fiabil.
Turnare centrifugă vs turnare cu nisip vs turnare cu investiții: o comparație directă
Piesele turnate centrifug conduc la proprietăți mecanice și soliditate internă, în timp ce turnarea cu nisip câștigă flexibilitatea geometrică, iar turnarea cu investiții excelează la detalii fine - alegerea corectă depinde de cerințele funcționale ale piesei.
| Criteriu | Turnat centrifug | Turnat cu nisip | Distribuție de investiții |
| Porozitate internă | <0,1% (excelent) | 2–5% (slab) | 0,5–1% (bine) |
| Rezistența la tracțiune | Înaltest | Cel mai scăzut | Moderat–High |
| Complexitatea geometrică | Scăzut-Mediu (cilindric) | Foarte sus | Foarte sus |
| Finisaj de suprafață (ca turnat) | Moderat (OD smooth) | aspru | Excelent |
| Randament material | Înalt (no risers/gates) | Scăzut (deșeuri de sistem de blocare) | Moderat |
| Costul sculelor | Moderat | Scăzut | Înalt |
| Cel mai bun pentru | Piese sub presiune, căptușeli, inele | Forme mari, complexe | Piese mici de precizie |
Tabelul 2: Comparație cap la cap a pieselor turnate centrifug, turnate pe nisip și turnate de investiție în funcție de porozitate, rezistență, geometrie, finisare a suprafeței, randament, costul sculelor și adecvarea aplicației.
Materiale produse în mod obișnuit ca componente turnate centrifug
Turnarea centrifugă este compatibilă cu aproape orice sistem de aliaje turnabile și este deosebit de eficientă cu materialele care beneficiază de solidificare direcțională și conținut scăzut de incluziune. Cele mai frecvente materiale turnate centrifug includ:
- Fontă gri și ductilă: Folosit pentru căptușele cilindrilor, țevi și componente ale mașinii. Fonta centrifugă prezintă o aliniere a fulgilor de grafit care mărește rezistența la uzură în aplicațiile de căptușeală.
- Oțeluri carbon și slab aliate: Folosit pentru vase sub presiune, echipamente de proces chimic și inele structurale. Oțelul turnat centrifug atinge proprietăți mecanice aproape forjate.
- Oțeluri inoxidabile (seria 300 și 400): Folosit în aplicații chimice corozive, procesarea alimentelor și farmaceutice. Microstructura fără incluziuni a inoxului turnat centrifug îmbunătățește rezistența la coroziune în fisuri.
- Superaliaje pe bază de nichel: Folosit pentru inele aerospațiale, componente ale turbinei cu gaz și echipamente de proces de înaltă temperatură unde este necesară rezistența la fluaj peste 700°C.
- Aliaje de cupru (bronz, alamă, gun metal): Folosit pentru bucșe, rulmenți, manșoane și componente marine. Piesele turnate centrifugale din bronz prezintă caracteristici excelente de încărcare și rezistență la coroziune în apa de mare.
- Aliaje de aluminiu: Folosit pentru aplicații ușoare pentru industria aerospațială, auto și produse de larg consum, unde sunt necesare componente tubulare cu pereți subțiri.
- Aliaje de titan: Folosit în aplicații specializate pentru implanturi aerospațiale și medicale. Turnarea centrifugă a titanului necesită prelucrare în vid sau în atmosferă inertă datorită reactivității extreme a metalului la temperaturile de turnare.
Industrii care se bazează pe componente turnate centrifug
Piesele turnate centrifug sunt esențiale în orice industrie în care componentele cilindrice trebuie să suporte presiune, temperatură sau solicitări mecanice la niveluri pe care turnările statice nu le pot suporta în mod fiabil.
Petrol și gaze și petrochimie
Tuburile, țevile și fitingurile turnate centrifug formează coloana vertebrală a sistemelor de cuptoare de rafinărie, a tuburilor de cracare catalitică și a liniilor de curgere de înaltă presiune. Tuburi radiante și de convecție care funcționează la 900–1.100°C în cuptoarele de rafinărie sunt aproape universal turnate centrifug în aliaje rezistente la căldură, cum ar fi oțelul inoxidabil HP-Modified sau HK-40 - materiale a căror performanță la temperatură depinde în întregime de uniformitatea microstructurală pe care o poate oferi numai turnarea centrifugă.
Generare de energie
Carcasele turbinelor cu abur, manșoanele rotorului și tuburile cazanului din centralele termice sunt turnate în mod obișnuit centrifug din aliaje de crom-moly și oțel inoxidabil. Capacitatea de a produce cilindri cu pereți groși cu o grosime constantă a peretelui este critică pentru componentele care funcționează la presiuni ale aburului care depășesc 300 bar .
Aerospațial și Apărare
Inelele structurale aerospațiale, pistele de rulment și carcasele de turbină produse ca componente turnate centrifug trebuie să îndeplinească criteriile de acceptare a testelor nedistructive (NDT) extrem de stricte. Porozitatea aproape de zero a inelelor de superaliaje de nichel turnate centrifug le permite să treacă inspecție cu penetrant fluorescent (FPI) și testare cu ultrasunete standarde care ar elimina majoritatea alternativelor turnate static.
Automobile și echipamente grele
Căptușele cilindrilor motorului - manșoanele din fier rezistente la uzură care formează suprafața alezajului la motoarele diesel și pe benzină - sunt printre componentele turnate centrifugal de cel mai mare volum din producție la nivel global. Milioane de căptușeli de cilindru sunt turnate centrifug anual, deoarece procesul produce o microstructură de grafit la suprafața alezajului care îmbunătățește retenția uleiului și rezistența la uzură prin 30–50% comparativ cu alternativele turnate statice sau prelucrate.
Infrastructura de apă și apă uzată
Conductele de apă, conductele de presiune și fitingurile din fontă ductilă au fost turnate centrifug pentru infrastructura municipală de alimentare cu apă de peste un secol. Țeava din fontă ductilă turnată centrifug respectă standardele internaționale precum ISO 2531 și EN 545 , iar durata de viață tipică în aplicații îngropate depășește 100 de ani .
Marină și offshore
Manșoanele arborelui elicei, căptușelile tubului de pupa și corpurile pompelor de apă de mare sunt turnate centrifug în bronz nichel-aluminiu sau oțel inoxidabil duplex. Microstructura omogenă elimină coroziunea selectivă în fază (dezincificare, dealuminare) care afectează alternativele turnate static în serviciul cu apă de mare.
Limitările turnării centrifuge: când să alegeți un proces diferit
În ciuda avantajelor sale metalurgice, turnarea centrifugă nu este alegerea potrivită pentru fiecare componentă - constrângerile geometrice și factorii economici înseamnă că unele piese sunt mai bine deservite de procese alternative.
- Geometrii complexe nesimetrice: Componentele cu flanșe, urechi de montare, aripioare subțiri sau pasaje interne complicate nu pot fi produse prin turnare centrifugă adevărată. Turnarea cu nisip sau turnarea cu investiții sunt mai potrivite.
- Dimensiuni de loturi foarte mici: Configurarea matriței și calibrarea sistemului de rotație implică costuri fixe care fac ca turnarea centrifugă să fie suboptimă din punct de vedere economic pentru cantități sub aproximativ 10-20 bucăți în unele sisteme de aliaje.
- Aliaje cu diferențe extreme de densitate între faze: În unele aliaje cu mai multe faze, segregarea centrifugă poate provoca gradienți de compoziție prin grosimea peretelui - un dezavantaj mai degrabă decât un avantaj. Acest lucru trebuie gestionat prin selectarea aliajelor și controlul procesului.
- Componente asimetrice foarte mari: Piesele turnate structurale, cum ar fi blocurile motoare, corpurile supapelor sau carcasele pompelor, sunt dincolo de anvelopa geometrică a turnării centrifuge. Acestea sunt mai bine servite de nisip fără coacere sau turnare de investiție.
Standarde de control al calității pentru componentele turnate centrifug
Piesele turnate centrifug destinate aplicațiilor critice trebuie să respecte un set riguros de standarde de testare materiale, dimensionale și nedistructive. Standardele cheie aplicabile componentelor turnate centrifugal includ:
| Standard | Aplicație | Cerințe cheie |
| ASTM A 48 / A 278 | Piese turnate centrifugale din fontă gri | Rezistență la tracțiune, duritate, microstructură |
| ASTM A 532 | Fontă rezistentă la abraziune | Duritate, compoziție, microstructură |
| ISO 2531 / EN 545 | Conducta de apa din fonta ductila | Test de presiune hidrostatică, grosime perete, acoperire |
| ASTM A 999 / A 530 | Teava si tubul centrifugal din otel | Test hidrostatic, toleranțe dimensionale, NDT |
| AMS 2175 | Clasificarea pieselor turnate aerospațiale | Criterii de acceptare radiografice, FPI, ultrasonice |
Tabelul 3: Standarde cheie de calitate și conformitate aplicabile componentelor turnate centrifug în diverse industrii, inclusiv infrastructura de apă, țevi de oțel, fontă și aerospațială.
Întrebări frecvente despre piesele turnate centrifug
Î: Care este diferența dintre turnarea centrifug și turnarea centrifug?
Termenii sunt adesea folosiți interschimbabil în industrie, dar din punct de vedere tehnic "turnat centrifug" se referă la turnarea centrifugă adevărată în care forma piesei este formată direct de forța centrifugă (ca în țevi și cilindri), în timp ce "gipsat prin centrifuga" sau "centrifugat" se referă la varianta de turnare sub presiune în care mai multe cavități de matriță sunt dispuse în jurul unei axe centrale și forța centrifugă îmbunătățește umplerea și reduce porozitatea pieselor de formă complexă.
Î: Cât de gros pot fi pereții turnați centrifug?
Nu există o limită practică superioară a grosimii peretelui pentru componentele turnate centrifug - cilindrii și inelele cu pereți foarte groși reprezintă o putere deosebită a procesului. Grosimi perete de la 3 mm până la peste 200 mm au fost produse cu succes. Procedeul este deosebit de avantajos pentru recipientele sub presiune cu pereți groși, deoarece modelul de solidificare exterior-în interior asigură că peretele exterior structural critic se solidifică mai întâi sub presiune.
Î: Turnarea centrifugă poate produce componente bimetalice?
Da. Componentele bimetalice turnate centrifug - în care două aliaje diferite sunt turnate secvenţial pentru a forma un perete compozit - reprezintă o aplicaţie comercială semnificativă a procesului. Un exemplu obișnuit este un strat exterior din fier dur rezistent la uzură turnat peste un strat interior dur din fontă ductilă pentru aplicații precum căptușeli de măcinat și coji de role. Cele două metale se leagă metalurgic la interfață în timpul solidificării.
Î: Cum se compară turnarea centrifugă cu forjarea componentelor inelului și cilindrului?
Forjarea produce cele mai înalte proprietăți mecanice posibile prin rafinarea granulelor indusă de deformare, dar necesită matrițe scumpe, nu poate fi utilizată pentru toate aliajele și este limitată în grosimea și diametrul peretelui. Inelele și cilindrii turnate centrifug se realizează 80–95% din proprietățile mecanice de piese forjate echivalente la un cost semnificativ mai mic de scule și de producție și pot fi produse în diametre și grosimi ale peretelui în care forjarea nu este fezabilă din punct de vedere tehnic.
Î: Ce toleranță la grosimea peretelui poate fi obținută în piesele turnate centrifug?
Toleranța la grosimea peretelui turnat pentru piesele turnate centrifug este de obicei ±3–5% din grosimea nominală a peretelui , în funcție de aliaj, temperatura de turnare și starea matriței. După prelucrare, toleranțele de grosime a peretelui finite de ±0,1–0,5 mm sunt realizate în mod obișnuit, îndeplinind cerințele majorității conductelor de presiune și standardelor mecanice.
Î: Care este diametrul și lungimea maximă care pot fi atinse în turnarea centrifugă?
Mașinile de turnare centrifugă orizontale produc în mod obișnuit țevi și cilindri de până la 2,5 metri în diametru și 8-10 metri în lungime . Mașinile verticale sunt folosite pentru inele scurte cu diametru mare și pot găzdui diametre care depășesc 3 metri . Limita superioară practică este determinată de capacitatea mașinii și de capacitatea de manipulare a matriței, mai degrabă decât de fizica procesului în sine.
Concluzie: Când să specificați componentele turnate centrifug
Specificați componente turnate centrifug ori de câte ori proiectul dvs. necesită o geometrie cilindrică, aplicația implică presiune, temperatură, uzură sau coroziune, iar durata de viață sau siguranța este o preocupare principală. Procesul nu este cea mai versatilă metodă de turnare - nu poate egala turnarea cu nisip pentru complexitatea geometrică sau turnarea cu investiții pentru detalii fine - dar pentru clasa specifică de piese pe care o produce, niciun alt proces de turnare nu se apropie de combinația sa de integritate structurală, eficiență a materialului și consistență dimensională.
Datele sunt lipsite de ambiguitate: porozitate sub 0,1%, rezistență la tracțiune cu 10-20% peste echivalentele turnate cu nisip, durate de viață măsurate în decenii și nu în ani. Indiferent dacă specificați un tub de cuptor pentru o rafinărie, o căptușeală de cilindru pentru un motor diesel sau un inel structural pentru un ansamblu aerospațial, alegerea unui turnat centrifug componenta este o alegere pentru o calitate metalurgică superioară demonstrat - și istoricul de mai bine de un secol de utilizare industrială susține care revendică complet.